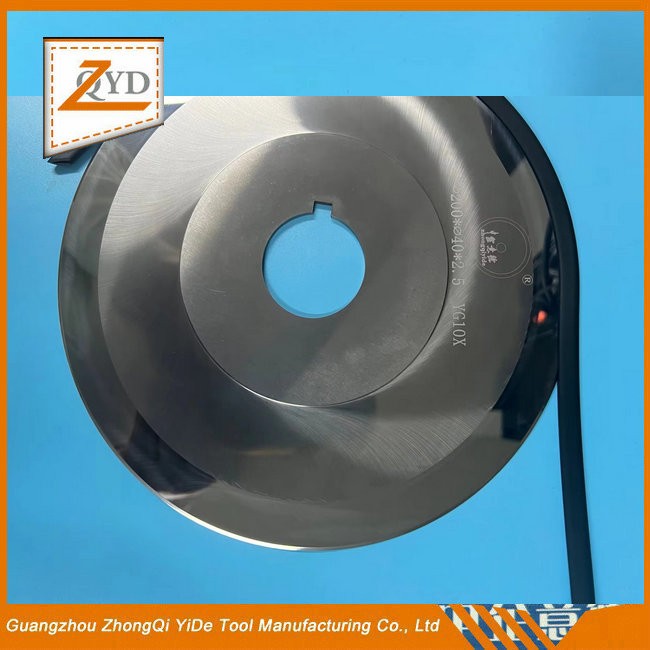

分條機刀片是(shì)切削製(zhì)造中(zhōng)有為重要的機械加工刀片
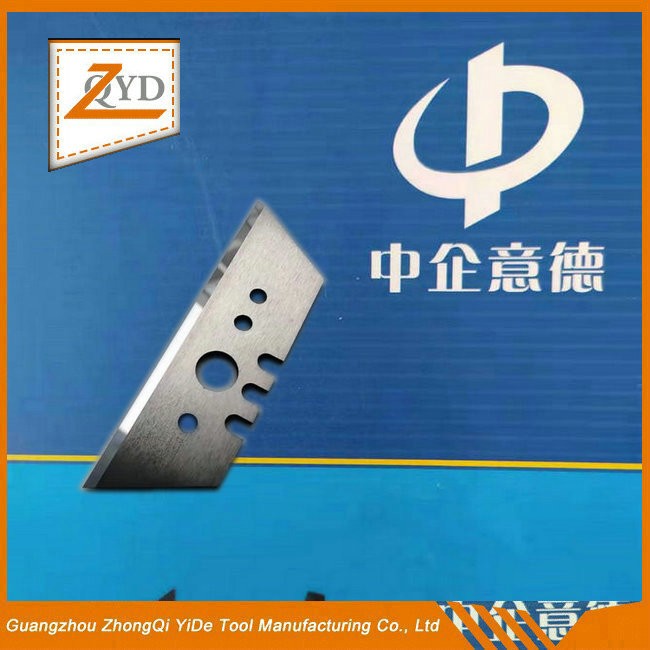
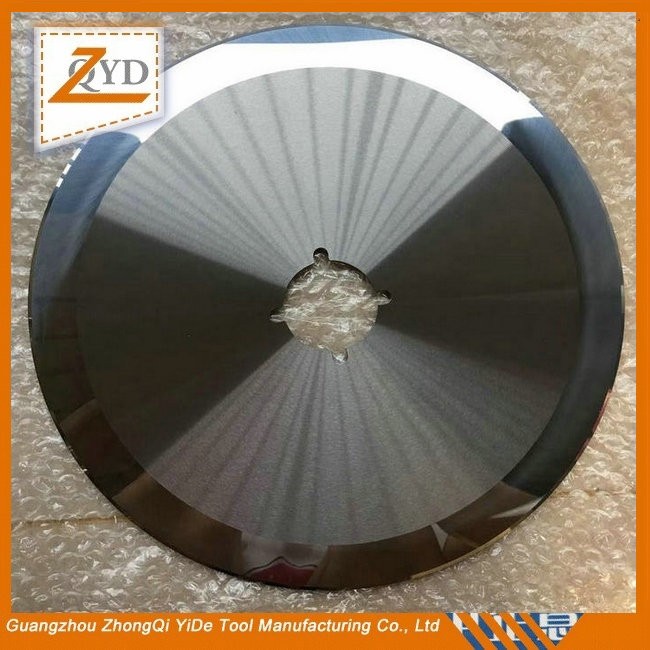
刀具按工件加工表(biǎo)麵的形式可分為五類。切(qiē)削木材用(yòng)的刀具則稱為木工刀具。這些非金屬圓(yuán)形刀片材料可使分條(tiáo)機刀片以更(gèng)高的速度切削(xuē)。 1898年,美國的泰勒和.懷特發明高速鋼。有關麻花鑽的發明最早的(de)文獻記載是在1822年,但直(zhí)到1864年才(cái)作(zuò)為商品出產。中國早在公(gōng)元(yuán)前28~前20世紀,就已泛(fàn)起黃銅錐和紫銅的錐、鑽、刀等(děng)銅質刀具。 。當時的鑽頭和鋸,與現代的扁(biǎn)鑽和鋸已有些(xiē)相似之(zhī)處。 那(nà)時的分條機刀(dāo)片是(shì)用整體高碳工具鋼製造的,許用(yòng)的切削速度約為5米/分。 1923年,德國的(de)施勒(lè)特爾發明硬質合金。因為機械製造中使用的分條機刀(dāo)片基 本上都用於切削金屬材料,所以“刀具”一詞一般就理解為金(jīn)屬切削分條機刀片。表麵塗層方法把基體(tǐ)材料的高強度和 韌性,與表層的高硬(yìng)度和耐磨(mó)性結合起來,從而使這種複合材料具有更好的切削機能(néng)。 1792年,英國(guó)的莫茲利製出絲錐和板牙。 然而,分(fèn)條機刀片的快(kuài)速發展是(shì)在18世紀後期,伴隨蒸汽機等機器的發展而來的。 在采用合金工具鋼時,分條機刀片(piàn)的切削速(sù)度進步到約8米/分,采用高速鋼(gāng)時,又進步兩倍以上,到采用硬質合金時,又比用高(gāo)速鋼進步(bù)兩(liǎng)倍以(yǐ)上,切削加工(gōng)出的工件表(biǎo)麵質量和尺寸精度也大大進步。 分條機(jī)刀片是機械製造頂(dǐng)用於切 削加工的工具,又稱切(qiē)削圓形刀片。 1949~1950年間,美國開始在車刀上采用可轉位刀片,不久即應用在銑刀和其他刀具上。 1972年,美國的邦沙和拉古蘭發展了物理氣相沉積法,在硬質合(hé)金或高速鋼分條機刀片表麵塗覆碳化鈦或氮化鈦硬質層。 1868年,英(yīng)國的穆舍特製成含(hán)鎢的合金工具(jù)鋼。加工各種外表麵的刀(dāo)具,包括車刀、刨刀、銑刀、外表(biǎo)麵拉刀和銼刀等;孔加(jiā)工刀具,包括(kuò)鑽頭、擴(kuò)孔鑽、鏜 刀、鉸刀(dāo)和內表麵拉刀等;螺紋加工工具,包括絲錐、板牙、自動(dòng)開合螺紋切頭、螺紋車刀和螺紋銑刀等;齒輪加工刀具,包括滾刀、插齒刀、剃齒(chǐ)刀、錐齒輪加工 刀具等;堵截刀具,包括鑲(xiāng)齒圓鋸片、帶鋸(jù)、弓鋸、堵截車刀和鋸(jù)片銑刀等等。戰國後期(公元前三世(shì)紀),因為(wéi)把(bǎ)握了滲(shèn)碳技術,製成了銅質刀具。 分條機刀片的發展在人類提高的曆史上(shàng)據有重要的地位。
因為高速鋼和硬質(zhì)合金的價格(gé)比(bǐ)較昂(áng)貴,分條機刀片泛起(qǐ)焊接和機械夾固式(shì)結(jié)構。 1972年,美國通用電氣公司出產了聚晶人造金剛石和(hé)聚(jù)晶立方氮化硼刀片。 1783年,法國的勒內首先製出銑刀。