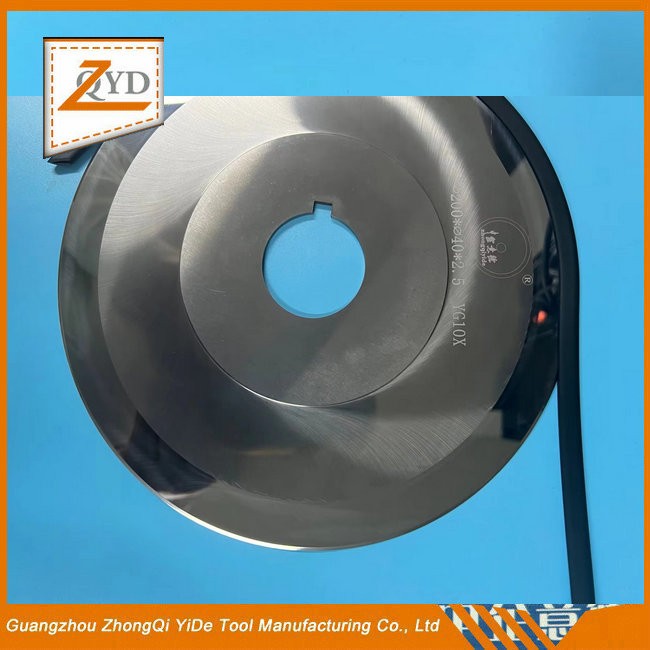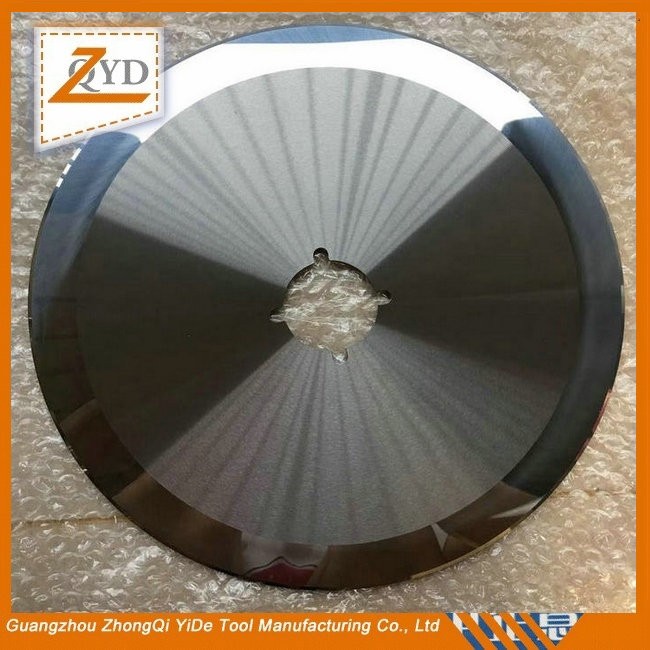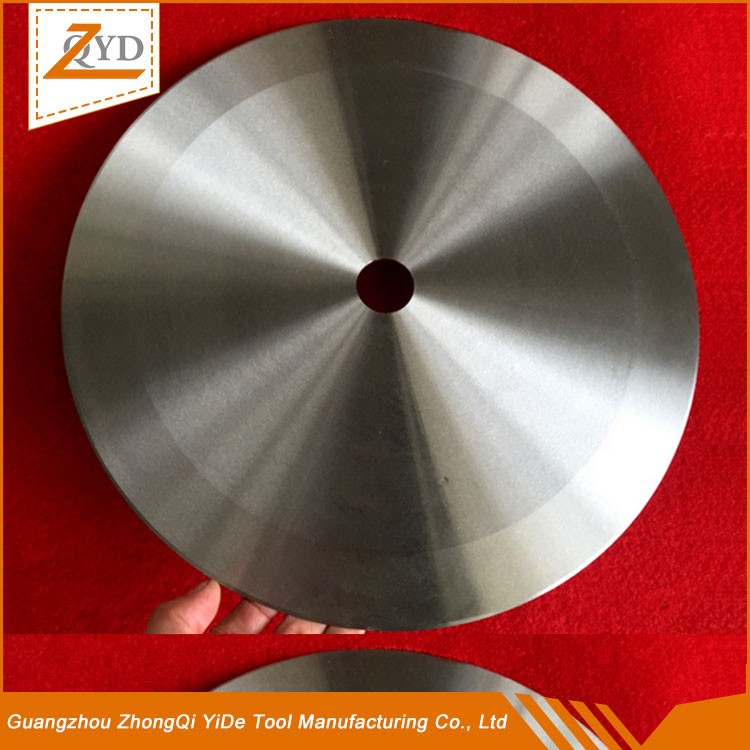

鎢鋼(gāng)分紙單刀,分紙圓刀片


為什麽同樣的(de)鎢鋼圓刀,有時壽命相差(chà)很大?
一般說來,一個正規企業生產的同一牌號的鎢鋼刀,壽(shòu)命不會有明顯差別。但(dàn)用戶(hù)在使(shǐ)用中有(yǒu)時感覺壽命差別非常大,
甚至幾(jǐ)倍的差別,這主要是由於修刀不當造成的:包括(1)磨刀砂輪的配置,粒度太細刀磨(mó)不利,太粗刀片磨損快。
我司刀片(piàn)一般建議選用較細砂輪240—280粒度(dù)。當然(rán)砂輪的結合(hé)劑也(yě)必須適合。
(2)磨刀砂輪的角度:必須要保證每次修刀修出刃鋒,否則用戶會老感覺刀片(piàn)不鋒利而頻(pín)繁的磨刀。
當然刃口夾角太小刀片消耗(hào)也快,一般(bān)建議28度左右。(3)修刀氣壓的大(dà)小和修刀時間的長短。
過高的氣壓和過長的修刀時間會嚴重消(xiāo)耗刀片。一般建議用(yòng)一公斤左右的氣壓修刀二三秒鍾即可。
(4)修刀間隔時間的長短(duǎn)。隻要分(fèn)切的紙(zhǐ)板沒有毛邊和塌邊,不要頻繁的修刀。
總之,刀片是砂(shā)輪磨完的,不是用完的。刀片用的好不好(hǎo),很(hěn)大程(chéng)度取決於刀片刃口修(xiū)的如何。
這(zhè)是由於砂輪擺動造成的。有的砂輪使用一段時間後,會出現軸承卡死(sǐ),或底座(zuò)鬆動,修刀時砂輪左右(yòu)擺動。
嚴重時會把圓刀修成多邊形。甚至擠(jǐ)碎刀(dāo)片。
這主要是由於刀片不鋒利造成的。檢查刀片是否鋒利就看刃鋒上有無一道白(bái)線,有白線說明沒有刃鋒,不鋒利。
應(yīng)調(diào)整修刀。
我司生產供應的鎢鋼圓刀,中低速機使用的刀片抗彎強度在3000N/MM2以上,
高速機使用的(de)刀(dāo)片抗彎強度在4000N/MM2以上。
正常使用不會碎刀,個別碎刀現象是由於裝刀不正確,或刀片運行一段時間後其他部件鬆動,
刀片與其它硬物相撞或長時(shí)間幹涉摩擦造成的。
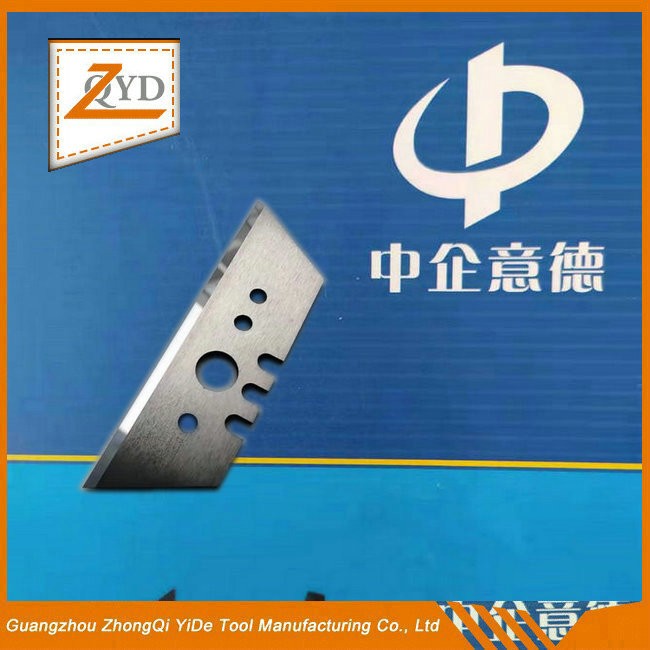
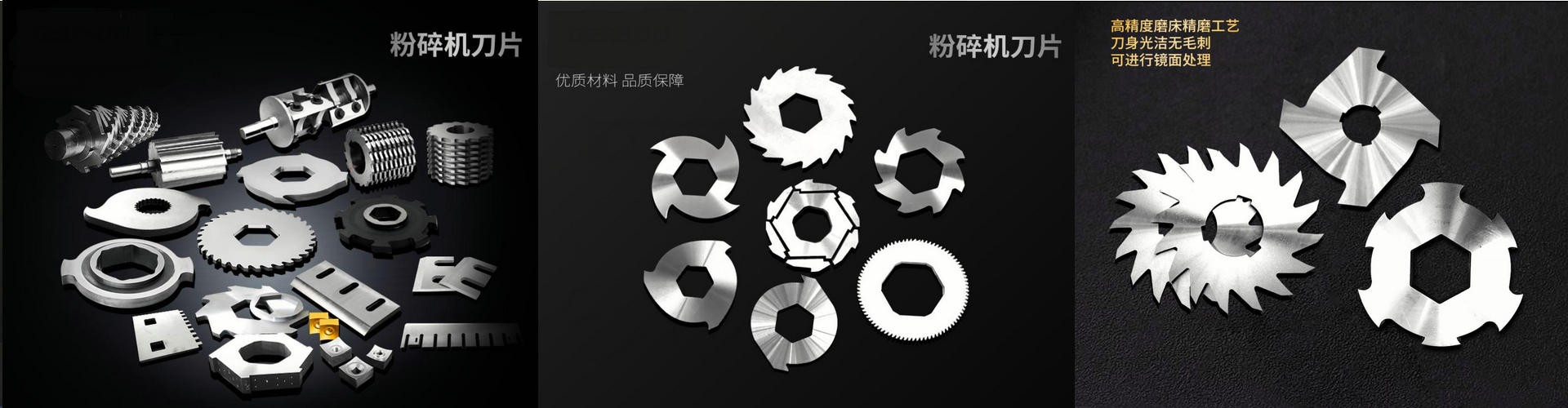
紙箱加(jiā)工機械刀具產品:各種材(cái)質分紙單刀(薄刀)、原(yuán)生料硬質合(hé)金單刀、導紙片、氮化硼砂(shā)輪、
開槽機刀片、高速旋切刀(甩刀)等紙箱(xiāng)機械配件。
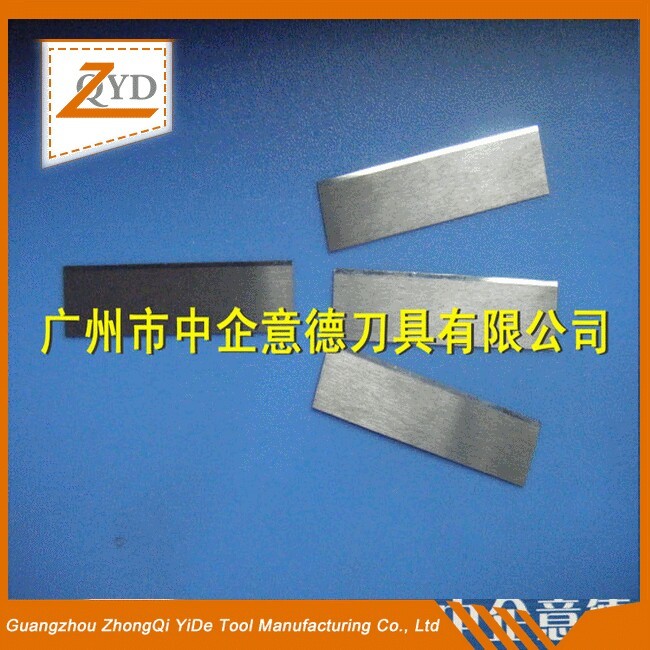
分紙刀(薄刀)材料:原生(shēng)料硬質合金分紙單刀(dāo)、HSS-EC含鈷分紙單刀、氮化鍍(dù)鈦分紙單刀。
原生料硬質合金分紙單刀:切割米數可達到400萬米左右
HSS-EC含鈷5%分紙單刀:是高質量的合金高速鋼分紙單刀,專業用來分切紙(zhǐ)板
氮化鍍鈦分紙(zhǐ)單刀:刀片表麵行成(chéng)Fe3O4保護層,有效提高刀片的抗(kàng)磨(mó)性和刀片(piàn)的強度,
專業用於分切紙板,切割米數可提高30%
立方氮化硼砂輪(lún):人工合成的一種新型超硬刀具切削材料,其硬度僅次於金剛石,
在切(qiē)削和磨銷加工中得到了廣泛應用
導紙片:采用磷青銅板材衝(chōng)壓成型
Φ200*Φ122*1.3 Φ230*Φ110*1.4Φ230*Φ130*1.4 Φ250*Φ105*1.4
Φ250*Φ130*1.4 Φ250*Φ140*1.4
Φ260*Φ140*1.4 Φ260*Φ158*1.4
Φ260*Φ168.3*1.4
Φ270*Φ168.3*1.4
Φ270*Φ170*1.4
Φ280*Φ168*1.4
Φ290*Φ168*1.4
Ø235×Ø105×1.2 Ø240×Ø105×1.2
Ø250×Ø105×1.2 Ø270×Ø170×1.2
Ø260×Ø158×1.2 Ø260×Ø114×1.2
Ø260×Ø140×1.2 Ø260×Ø154×1.2
Ø260×Ø146×1.2 Ø265×Ø112×1.2
Ø270×Ø168×1.2 Ø290×Ø168×1.2
Ø300×Ø112×1.2
Φ260×Φ140×1.6 Φ260×Φ112×1.6~8×Φ11 Φ260×Φ158×1.6~8×Φ11
Φ270×Φ168.3×1.6~8×Φ11 Φ270×Φ170×1.6~8×Φ11